Преглед заварених спојева и цеви - како се врши детекција грешака на цевоводима?
Заварени шав две цеви је најнепоузданији део у цевоводима. Колико ће аутопут трајати зависи од његовог квалитета.Да би се избегле незгоде током рада конструкције, врши се детекција грешака на цевоводима. Ово је посебно важно за аутопутеве који се налазе под земљом.
Садржај чланка:
Опште информације
Постоји неколико метода за откривање недостатака у завареним спојевима цеви:
- магнетни;
- акустични;
- електрични;
- оптички.
Њихов задатак је да утврде непропусност спојева, чврстоћу метала у шавовима, да ли постоје напони и други параметри који одређују поузданост цевовода. Истовремено, методе детекције грешака су скоро исте за све врсте цевовода: топлота, гас, вода-, нафтоводи.
Све горе наведене методе спадају у категорију „недеструктивних“ технологија. Односно, откривање недостатака се врши директно на градилишту. Спојеви цеви нису уништени, што смањује трошкове инсталационих радова.
Детекција грешака у цевоводу заснива се на скенеру који се зове детектор грешака. Свака технологија има свој принцип рада за ову опрему. Најефикаснији детектори грешака:
- вртложна струја;
- ултразвучни;
- магнетни прах;
- капиларни.

Детаљи о методама
Детекција кварова на цевоводима је поступак који се мора спровести након уградње цевовода. Ово ће избјећи његово могуће уништење током рада. Детекција грешака омогућава идентификацију свих недостатака у цевима. Принцип рада скенера који се користе у дијагностичком процесу је другачији. Стога је вредно прво детаљније проучити сваки од њих.
Детектори кварова на вртложне струје
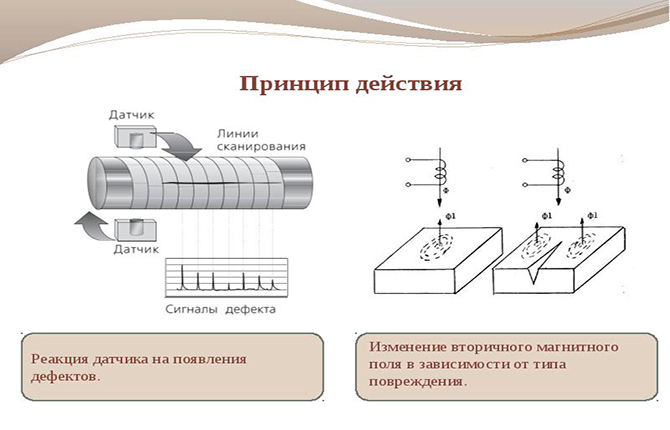
Принцип рада уређаја заснива се на стварању вртложних струја, које се усмеравају од спољне равни цевовода ка унутрашњој кроз заварени шав. Струја која пролази кроз хомогену металну структуру не мења њене параметре. Ако унутар шава постоје недостаци, односно његова хомогеност је нарушена, отпор се повећава, што смањује снагу вртложне струје.
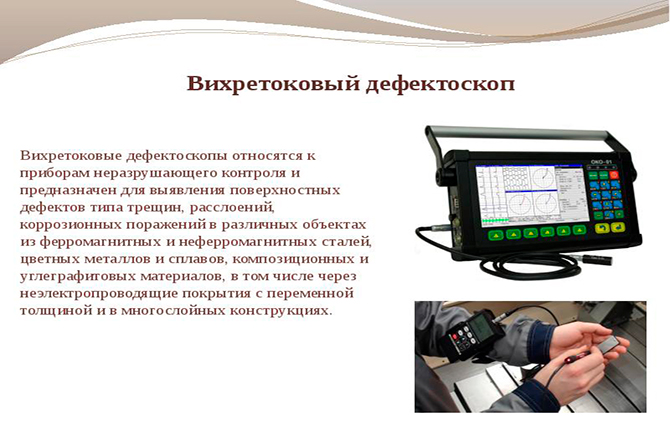
Детектор недостатака бележи и дешифрује ово смањење, одређујући квалитет метала шава, дефекте и хетерогеност.
Предности методе:
- велика брзина рада;
- ниска грешка резултата;
- ниска цена операција.
минуси:
- дебљина шава који се проучава није већа од 2 мм;
- Поузданост уређаја је ниска.
Ултразвучни детектори грешака
Ултразвучна детекција грешака на цевоводима сматра се најкоришћенијом технологијом. Изводи се помоћу пет различитих метода за откривање недостатака:
- Метода пулсног еха.
- Схадови.
- Ехо-огледало.
- Огледало-сенка.
- Делта метода.
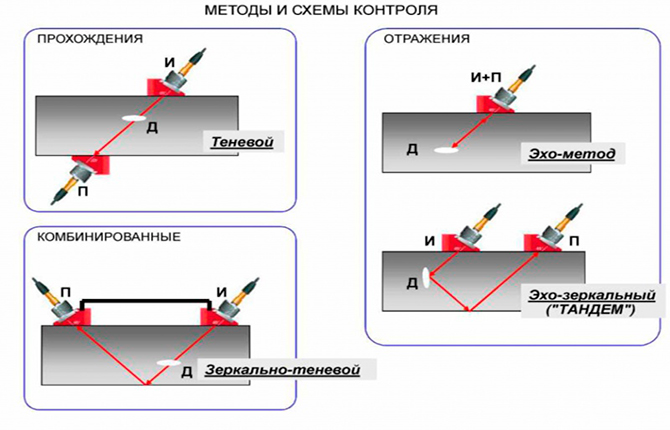
У првом случају, ултразвук шаље уређај кроз слој завара. Ако унутар метала постоје дефекти, пулс се рефлектује у облику еха. То јест, ултразвук се враћа. Уређај бележи време повратка, што одређује дубину умиваоника или пора.
У другом случају се користи не само уређај који шаље ултразвучни сигнал, већ и рефлектор. Потоњи се поставља на супротној страни завареног споја цевовода. Ако је познато растојање између два дела уређаја и време путовања звука, онда је променом другог параметра (увећање) могуће утврдити где се налази квар и које је величине.
Трећа верзија ултразвучне детекције грешака личи на прву.Само детектор недостатака се испоручује са рефлектором, који је постављен на горњој површини шава, баш као и емитер сигнала. Оба елемента се налазе паралелно један са другим. Ако сигнал стигне до пријемника, то значи да постоји дефект унутар метала који је рефлектовао зрак.
Следећи метод је сличан претходном. Разлика је у томе што се сигнални уређај и рефлектор налазе под углом од 90° један према другом.
Пети метод ултразвучне детекције грешака се ретко користи. Разлози су сложеност подешавања опреме и дуготрајно дешифровање добијених резултата. Заснован је на преусмеравању ултразвучне енергије, чији правац мења дефект вара.
У овом случају се испоручује попречна греда, која се претвара у уздужну. Појављује се делимична рефлексија у огледалу. Рефлектор прецизно хвата лонгитудинални сигнал, чија јачина одређује величину квара у постати.

Магнетни прашкасти детектори грешака
Ова детекција мана се заснива на својству челика да мења магнетно поље у близини области које се разликују од главног дела по малој густини. Овде постаје слабије. Пукотине, шупљине или поре унутар метала имају малу густину због ваздуха који се налази у њима.
За откривање недостатака у цевоводима користи се магнетни прах, познат и као феромагнетна супстанца. Излива се на завар, где се електрична струја доводи помоћу два намотаја - магнетизирајућег и додатног. Електрична енергија унутар метала ствара магнетно поље. Ако постоје недостаци, слаби око њих. То је разлог зашто се магнетни прах привлачи.

Ако се током прегледа на површини накупља прах, то указује на једно – на овом месту је пронађена мана у шаву.Ин-лине детекција грешака на магистралним цевоводима се врши овом методом.
Постоје две опције за тестирање - суво и мокро. У првом случају се користи магнетни прах. У другом, суспензија овог праха је водени раствор.
Да би квалитет теста који се спроводи употребом друге опције био висок, потребно је додатно третирати површину која се испитује међуматеријалом - техничким уљем, машћу и другим.
Предности детекције грешака магнетним честицама укључују:
- јасан резултат, видљив без додатних уређаја;
- ниска цена.
Недостаци:
- мала дубина испитивања - до 1,5 мм;
- може се користити само на цевоводима састављеним од феромагнетних легура;
- потешкоће у демагнетизацији великих цеви.

Детектори капиларних грешака
Ова технологија се користи за откривање малих површинских пукотина које нису видљиве голим оком. Они потврђују да је метал на споју две секције цевовода хетероген.
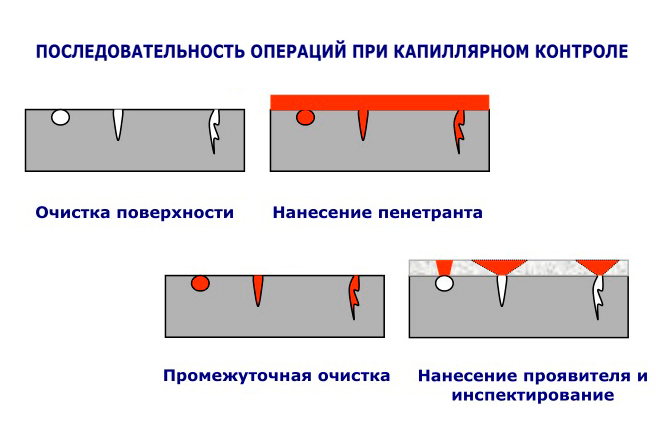
Процес детекције кварова на цевоводу се спроводи на следећи начин:
- Индикаторска супстанца, пенетрант, се наноси на заварени шав. Има способност да продре у најмање недостатке под дејством капиларних сила. Отуда и назив методе.
- Обрађена површина се чисти од примењене супстанце, која је већ продрла дубоко у метал.
- На врху се наноси развијач у облику белог праха. То може бити талк, магнезијум оксид или друга супстанца. Има важну особину - адсорпцију. То јест, може да апсорбује друге супстанце.
- Програмер почиње да извлачи пенетрант из пукотина, који формира узорак зглобних недостатака на површини белог праха.Истовремено, индикатор је јасно видљив у ултраљубичастим зрацима.
Ова врста детекције грешака у цевоводу се обично користи ако је потребно открити површинске недостатке у металу на споју. Бескорисно је за дубоке недостатке. А ово је минус. Главна предност је једноставност имплементације.
Резултати
За проверу спојева цеви у главним цевоводима није потребно користити један метод детекције квара. Свака област се може испитати на овај или онај начин. Приликом избора оптималне методе, прво морате проценити колико добро спој одговара њему. На пример, капиларна метода је погодна за водоводне цевоводе, за нафту и гасовода само ултразвучни.
Детекција кварова на цевоводу је неопходна процедура која вам омогућава да процените квалитет положеног цевовода и идентификујете све могуће недостатке. Изводи се на неколико метода. Боље је извршити процедуру у фази постављања цевовода, тако да након завршетка радова не наиђете на непријатна "изненађења" у виду цурења или руптуре.
Коју методу бисте радије користили и зашто? Напишите у коментарима. Поделите чланак на друштвеним мрежама и сачувајте га у обележивачима како не бисте изгубили корисне информације.
Такође препоручујемо да погледате одабране видео записе на нашу тему.
Дијагностика линеарног дела магистралних цевовода.
Како извршити рендгенски преглед заварених спојева у производњи.



