Шта је аргонско заваривање: како га правилно користити, упутства корак по корак
Аргонско заваривање је једна од врста електролучне методе спајања метала.Лук се пали у сфери неактивног гаса помоћу волфрамове електроде. Истовремено, ивице заварених делова се топе, поуздано спајајући се у једну целину.
Садржај чланка:
Заваривање аргоном - карактеристике и опис
Карактеристична карактеристика заваривања аргоном може се сматрати успешном комбинацијом принципа електричног и гасног заваривања. Ова техника заваривања даје шавове одличног квалитета. Пажљиво су брушени и на крају целог циклуса рада спојеви су апсолутно невидљиви.

Главни фактор у процесу је електрични лук. Овде долази до преласка електричне енергије у топлотну енергију. Висок топлотни праг топи метал на месту заваривања. Ако глатко померате лук, добијате фузију материјала и поуздану везу радних комада. Померањем електроде подешавају се параметри завареног базена, подешавају се брзина заваривања, степен продирања, квалитет и ширина шава.
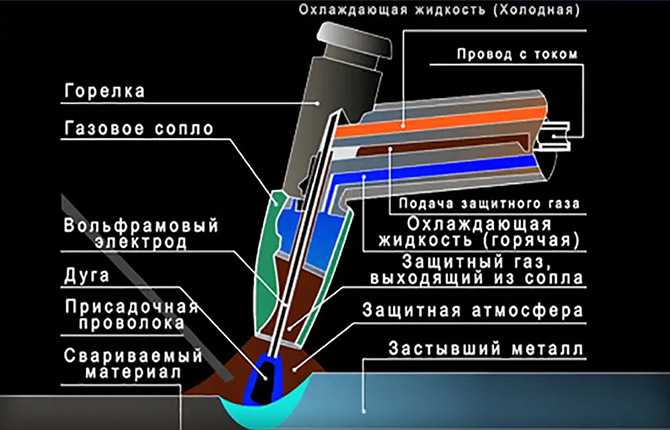
За попуњавање празнина и заваривање високе металне перле на шав се користи жица за пуњење. По саставу мора бити идентичан материјалу који се завари. Жица за пуњење се доводи до тачке топљења ручно.
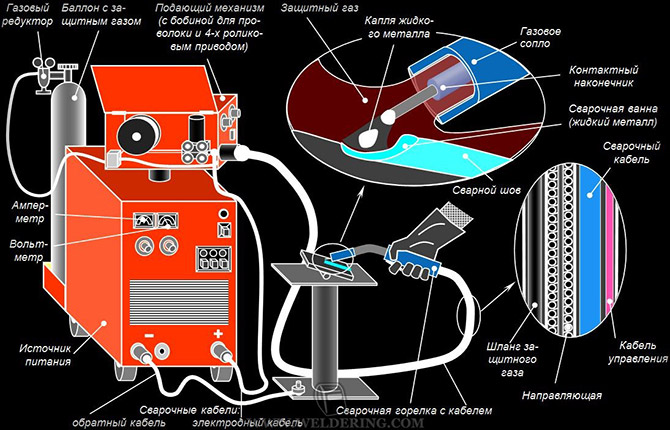
Извор струје напајања је јединица инвертерског типа са командама, системом за довод неутралног гаса и конекторима на које је прикључен горионик. Струја може да варира, да буде константна или наизменична.
Када ради јединица за заваривање аргоном, инертни гас аргона се доводи кроз млазницу алата у зону лука. Он „измешта” атмосферски ваздух, укључујући кисеоник и азот, из завареног базена. Метални шавови су тако поуздано заштићени током заваривања. Заштићена је и основа лука, волфрамова електрода која се не троши. Ако се заваривање врши без инертног гаса, волфрам је изложен агресивном утицају кисеоника и уништава се.
Атмосферски ваздух негативно утиче на квалитет процеса заваривања. Инертни гас се користи за заштиту зоне фузије од атмосферског кисеоника. У уобичајеној пракси ово је аргон. У ту сврху се може користити хелијум, али његова цена је много већа. Ниска цена аргона се објашњава чињеницом да је он само нуспроизвод процеса индустријског одвајања ваздуха на кисеоник и азот.
Предности аргон-лучног заваривања:
- Естетски, шав високе чврстоће.
- Нису потребни флуксови или премази електрода.
- Радите са деловима било које величине.
- Могућност заваривања метала на оштећене делове ради њиховог обнављања.
- Спајање тешко заварљивих метала (титанијум, ливено гвожђе, алуминијум и други).
- Минимални емитовани аеросоли у поређењу са другим врстама заваривања.
- Ивица метала резаног „у аргону” има идеалну геометрију, на њему се не формирају оксидни и нитридни филмови.
- Метода аргона вам омогућава да повежете танке слојеве метала и извршите посебне операције заваривања.
Недостаци укључују чињеницу да је аргонско заваривање метала спорије него код других машина и метода заваривања.
Рад са аргоном представља опасност по здравље људи.Удахнути гас аргона изазива вртоглавицу, може довести до мучнине, повраћања, губитка свести, па чак и смрти. Они који раде са заваривањем аргоном често имају главобоље, зујање у ушима, умор, сметње у дигестивном тракту и проблеме са дисањем.
Заваривач ризикује да развије алуминозу, неповратну плућну патологију, јер је изложен негативним ефектима озона, радиоактивности и азотних оксида.
Класификација заваривања аргоном
Технологија заваривања аргоном је класификована према појединачним функционалним принципима:
- Ручна метода. Манипулације гориоником, лучним пламеником и адитивом обавља ручно заваривач. Његово искуство и квалификације одређују темпо процеса и параметре заварених спојева.

- Полуаутоматски. Опрема има функцију за довод жице за пуњење. Инсталација је опремљена механизмом за довод жице. Заваривач ради само са аргоном, остављајући једну руку слободном. Може се користити за држање или расклапање радних комада. Метода је продуктивнија од ручне, али су квалификације заваривача веома важне.
- Ауто. Напајање жице и кретање кочије са бакљом се одвија аутоматски, без учешћа радника. Предност су глатки, висококвалитетни завари. Функције оператера су да контролише и правилно подеси параметре - дубину потребног продора, оптималну брзину кретања колица итд.

Поред тога, заваривање аргоном се разликује од самог процеса - да ли се користи жица за пуњење или не.
Без адитива, можете заварити танак метал (до 2 мм), са чврстим притиском - не би требало бити празнина дуж шава. Затим се ивице топе електродом и овај метал је довољан за спајање радних комада.Резултат је запечаћен, танак, гладак шав налик на огледало без „љусака“.
Кување са жицом за пуњење траје дуже. Тип вара је „љускав“, а број слојева љуспица директно зависи од ритма довода адитива у заварени базен. Зазори и размаци између делова ширине до 5 мм су квалитетно топљени, а конвексности су спојене за жлебове. Метода пунила се користи за аргонско заваривање метала дебљине 3 мм.
Не тако давно, појавила се још једна иновативна технологија аргон-лучног заваривања - роботска. Његова посебност је у томе што заваривање делова на транспортерима обављају роботски комплекси. Методу карактерише висока продуктивност и ниска цена рада.

Недостатак је значајан трошак јединствене опреме, хитна потреба за привлачењем високо квалификованих стручњака за одржавање, софтверску подршку и фино подешавање компоненти робота. Технологија је дизајнирана за велике количине производње.
Заваривање аргоном - који алати и опрема вам требају
Опрема и прибор за аргон-лучно заваривање подељени су у 3 групе.
Први укључује специјални уређаји који обављају једну специфичну операцију. Заваривање аргоном, које се изводи таквим уређајима, користи се у великим предузећима велике континуиране производње.
Друго – специјализована опрема која је конфигурисана за рад са уским опсегом делова одређене категорије.
Треће – универзалне машине, које се користе за више врста операција и материјала. Ово је најпопуларнија група комерцијално произведених уређаја.Они се широко користе не само у индустријске сврхе, већ су у великој потражњи међу занатским и "гаражним" мајсторима.
Комплет опреме за универзално заваривање аргоном:
- радна одећа, заштитна обућа, лична заштитна опрема;
- јединица за извођење радова са непотрошном електродом;
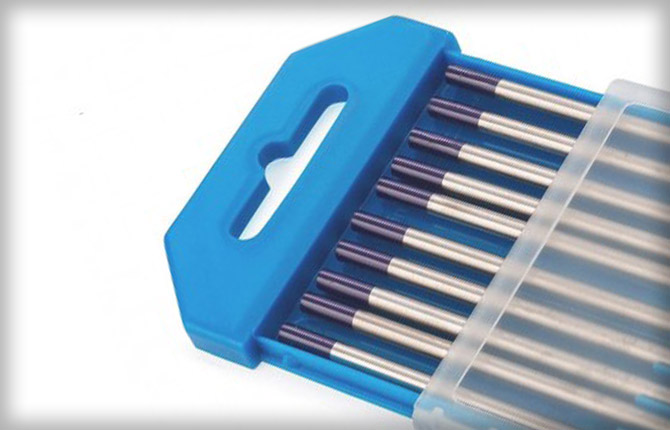
- волфрамове непотрошне електроде;
- жица за пуњење;
- црева високог притиска;
- гасни цилиндар;
- гас редуктор;
- помоћни алат.
У гасном цилиндру, у компримованом облику, налази се гас - аргон. Цилиндри се користе за разне гасове. Да се не би збунили идентични контејнери са различитим садржајем, цилиндри су означени. Дакле, сирови аргон се пумпа у црни цилиндар са белим натписом и белом траком. Технички аргон - такође у црном цилиндру, али натпис је плаве боје, трака је плава. Чисти аргон се одликује сивим цилиндром са зеленим натписом и пругом. На цилиндрима су утиснуте и друге посебне техничке информације.
Сваки редуктор је дизајниран за сопствени гас. Боја редуктора мора одговарати боји гасног цилиндра. У јефтиној опцији можете користити „црни“ редуктор угљен-диоксида. Али најчешће је редуктор са ротаметром инсталиран под аргоном.
За аргон се користе црева за кисеоник високог притиска због свог квалитета и поузданости. Унутрашњи пречник варира од 9 до 18 мм. Дакле, избор правог неће бити тежак.
Извор струје за заваривање аргоном се бира према циљевима и задацима које је потребно извршити у току рада.
Волфрамове електроде су дизајниране за паљење и одржавање лука. Имају одговарајуће ознаке које карактеришу њихова својства и присуство посебних нечистоћа.
За припрему метала за заваривање потребни су помоћни материјали, на пример, брусилица, разне металне четке.
Сафети Цомплианце
Аргон, као и свака друга метода заваривања, захтева стриктно поштовање сигурносних прописа. Они су углавном једноставни, али њихова имплементација вам омогућава да спасите не само здравље, већ и живот.
Рад мора бити организован у посебним просторијама или кабинетима. Тамо где ове услове није могуће реализовати, место за радове заваривања аргоном је ограђено параванима. То су плоче од шперплоче, обојене ватроотпорном композицијом, која такође укључује цинк оксид, који апсорбује ултраљубичасте зраке. Висина такве ограде не може бити мања од 2 м.
Опрема за заваривање аргоном се поставља на равној површини у складу са технолошким димензијама. Радно место заваривача мора бити опремљено издувном и доводном вентилацијом. Издувни панели су веома ефикасни. Постављени су хоризонтално или под углом тако да се контаминирани ваздух из лука пумпа доле или даље од заваривача. Ово спречава улазак штетних материја у респираторни тракт радника.
Шта треба да урадите пре него што почнете:
- Прегледајте и уверите се да су специјална одећа, обућа и заштитна опрема заваривача у добром стању, чисти и да нису натопљени уљем или другим запаљивим супстанцама.
- Када облачите комбинезон, закопчајте све дугмад, завежите траке и завежите ципеле.
- Сако и панталоне морају се носити неувучене, џепови морају бити затворени преклопима, а коса увучена испод покривала.
- Проверите радно место, осветљење, хаубу.
- Уклоните непотребне радне предмете, непотребне предмете и запаљиве материјале.
- Прегледајте опрему.Мора бити поуздано уземљен, високонапонски контакти су заштићени и затворени, а интегритет жица није угрожен.
- Уверите се да мерни и сигнални уређаји и уређаји за закључавање опреме раде.
- Не почињите са радом док се уочени недостаци потпуно не елиминишу.

Како правилно користити заваривање аргоном корак по корак упутства
Пре заваривања, радни предмет мора бити темељно очишћен од прљавштине, машинског уља и наслага масти. Ово се може урадити са било којим растварачем. Када је дебљина заварених делова већа од 4 мм, потребно је сечење ивица, а заваривање аргоном се изводи само сучеоно.
Да би се уништили оксидни филмови, спој се третира металним четкама. Спој са сложеном геометријом чисти се угаоном брусилицом.
Да бисте уклонили влагу, обрадак треба загрејати на 150 степени. Да би се избегло прогоревање, бакарне или челичне плоче се постављају испод танког метала како би се уклонила топлота.
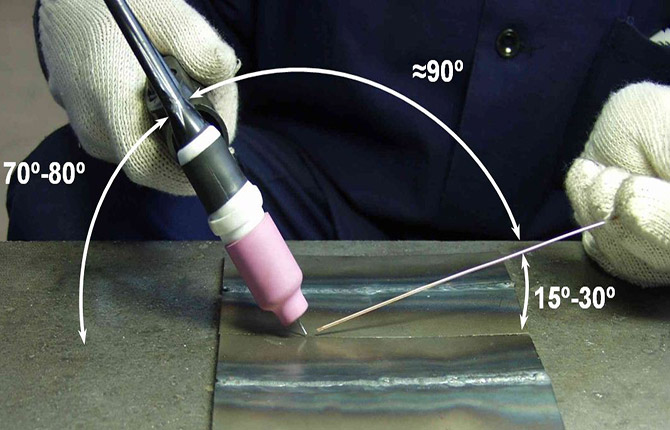
Адитив се креће искључиво испред горионика, дуж вара који се завари.
Кратко време (5-7 секунди) пре паљења лука, укључује се довод инертног гаса. Након завршетка заваривања, поново морате сачекати исто време пре него што искључите гас.
Редослед радњи за рад са аргон-лучним заваривањем:
- Укључите опрему.
- Повежите жицу за уземљење на сто за заваривање или радни предмет.
- Отворите вентил на цилиндру за гас.
- Приближите аргонски горионик делу који се заварива тако да растојање од електроде буде 3-5 мм.
- Ставите заштитну маску и укључите напајање.
- Добијени лук за заваривање држите на почетној ивици споја док се не формира локва растопљеног метала.
- Користећи кружне, глатке манипулације, постићи отапање ивица страница.
- Одржавајте угао од 45 степени између горионика и површине.
- Полако и пажљиво померајте бакљу иглом напред, увлачећи жицу за пуњење у горионик.
- На крају завара, смањите струју да попуните кратер.
Заваривање аргоном је профитабилна иновативна метода за обнављање производа. Трошкови заваривања и рестаурације су знатно нижи од производње новог дела. Реновиран производ може трајати веома дуго.
Да ли сте икада сами користили заваривање аргоном? Реците нам о карактеристикама које ће вам помоћи да брже стекнете вештине. Оставите свој коментар, поделите чланак на друштвеним мрежама, додајте га у обележиваче.




Како кувати са аргонским заваривањем на отвореном у ветровитом времену?
Нећете моћи да заварите као у радионици - ветар одува заштитни гас и оставља базен за заваривање отвореним за спољне утицаје. Заштитите место заваривања лимом од гвожђа. Ако при руци нема ничег прикладног, блокирајте ветар собом тако што ћете стати на страну са које дува.
Шта учинити ако базен за заваривање много мехури?
Подесите довод аргона у редуктор. Гаса је или премало (угљеник излази из метала) или превише.
Како правилно наоштрити волфрамову електроду?
Оштрите шипку на ротирајућем дијамантском точку. Трајаће дуже од обичне брусилице. Поставите електроду са врхом окренутим од вас на крај ротационог круга. Постигните угао оштрења од 20-30 степени. За заваривање на струјама од 200-300 А потребно је оштрење од 60 степени.Погодније је заварити танак метал 1-1,5 мм са врхом, попут игле - угао оштрења је приближно 10 степени.