Технологија унутрашње изолације цеви - материјали за облагање и својства заштитног слоја
Постоје три врсте заштитних слојева који се примењују унутар цевовода који транспортују течне или гасовите медије (у зависности од намене). Први тип укључује антикорозивну унутрашњу изолацију челичних цеви, други - глатки премаз. Трећа опција је сложена структура која повећава отпорност цевовода на механичка оптерећења.
Садржај чланка:
Историја стварања ове врсте изолације
До средине 70-их година 19. века, обрада унутрашње површине металних цеви вршила се ЦПИ (цементно-пешчана изолација). Технологија изолације боје и лакови на бази епоксидних смола први пут тестиран на Волжском ТЗ. Од 1975. године, у недавно (1970) покренутом предузећу, пуштена је у рад радионица за наношење спољног антикорозивног слоја. У првој години рада произведено је преко милион јединица производа.

Предузеће је извело комплетно спољашњи и унутрашња изолација челичних цеви пречника 53-142 цм.Производни задаци решавани су у партнерству са Јарославском фабриком боја и лакова, одакле су се снабдевали прашкасти материјали.
Осим у Русији, технологија епоксидне изолације металних цеви остаје главна у:
- Азија (Индија, Кина);
- Северна Америка (САД, Канада);
- у јужној Африци (Јужна Африка).
Алтернативни материјали за заштиту од корозије су полимери (ПЕ, ПП, ПУ), мешавина силиката и емајла и друге двокомпонентне композиције.
Врсте фабричке епоксидне изолације
Класификација заштитних премаза за цевоводе врши се према њиховом саставу, броју слојева и начину наношења. Процес „течне“ унутрашње изолације челичних цеви карактерише једноставна технологија. Полимеризација композиције се дешава на 60-70 ° Ц неколико сати.
Приликом прскања састава праха потребно је додатно загревање површине на 190-210 °Ц. Полимеризација на крају траје дуже. Аргументи у корист технологије праха:
- већа продуктивност;
- шири спектар модификација у односу на транспортовани медијум;
- безбедније за животну средину.
Избор између „течних” и прашкастих метода је релевантан за нова предузећа. Преостале фабрике раде по технологији за коју већ имају инсталирану опрему.
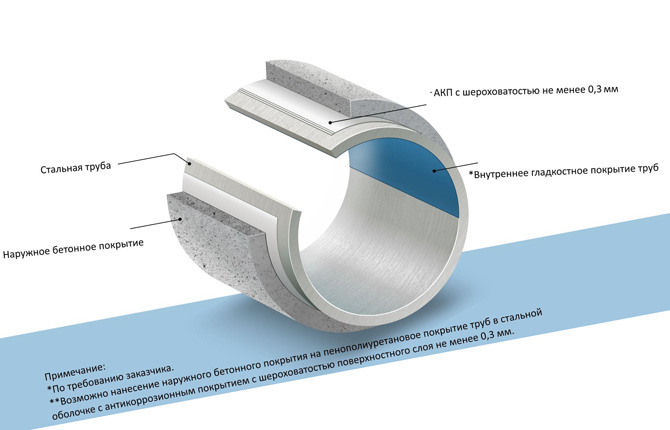
Унутрашња изолациона структура
Епоксидни и комплексни премази се наносе на металне цеви у 1-3 слоја. Зона заваривања на унутрашњој површини се обрађује посебно. Затворен је челичном спојницом заштићеном епоксидним слојем са обе стране.
Структура унутрашње изолације утиче на техничке параметре, век трајања и обим рада будућег аутопута:
- Једноструки премаз је погодан за цеви малог и средњег пречника. Обим примене производа ограничен је температуром радног окружења - не више од 80 °Ц.
- Два слоја. Изолација се формира од антикорозивног (320 микрона) и заштитног (440-750 микрона) премаза. Има повећану отпорност на ударце и агресивна окружења (за 31%) и смањује храпавост површине за 16%. Дозвољен је рад у „врућим“ подручјима (изнад 80 °Ц).
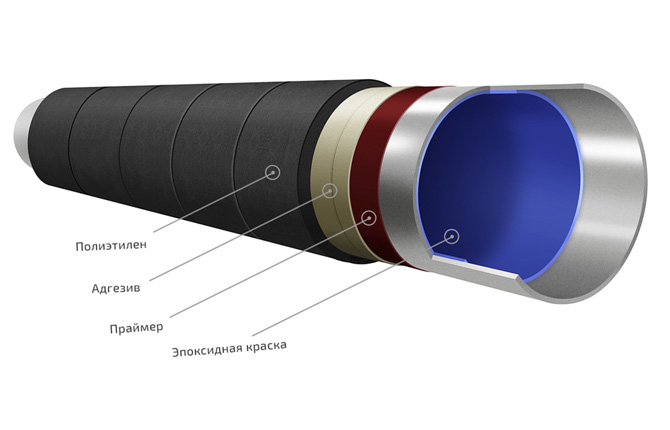
- Триплек. Епоксидни "прајмер" је допуњен са два слоја полиетилена. Карактерише га издржљивост и повећана адхезија.
Технологију за формирање комбинованог премаза развио је Симитомо Метал Инд. Прво се примењује сложена композиција различитих смола. Дебљина "базе" је 100-300 микрона.
У структури доминира епоксидна смола, која има високу адхезију за метале и ПЕ полимере. Порозна површина базе повећава пријањање на челик и накнадне слојеве унутрашње изолације цеви. Даље примењене полимерне структуре су отпорне на већину киселина и повећавају степен заштите од механичких оштећења.
Позитивна својства епоксидне изолације
Цевоводи са унутрашњим заштитним премазом имају повећану пропусност и радни век. Још једна важна тачка је смањење трошкова њиховог годишњег одржавања.
Директна унутрашња изолација челичних цеви помаже у смањењу кристализације и таложења воска. Укупни трошкови чишћења аутопута су смањени за 54-75%. Тачна цифра зависи од врсте медијума за дестилацију.
Остале предности епоксидне изолације:
- висока отпорност на топлоту повећава границу радне температуре на 80 °Ц, са одређеним саставом - до 110 °Ц;
- очуван је састав и квалитет транспортованих супстанци;
- повећана отпорност на катодно одвајање – нису забележени случајеви корозије под напоном;
- трошкови енергије се смањују због смањења храпавости унутрашње површине;
- Време уградње цевовода је смањено - епоксидном слоју је потребно мање времена да се осуши након пробних радњи;
- усклађеност са еколошким стандардима - изолација не садржи катран угља;
- елиминише се формирање минералних наслага - квар вентила и других запорних вентила је минимизиран;
- Челични зидови цевовода не кородирају, што повећава век трајања.
Последња тачка је посебно важна при транспорту агресивних супстанци. Стопа опште корозије је 0,01-0,4 мм/год. Локални индикатор је још већи – 6 мм/год.
Епоксидна једињења која се користе не садрже токсичне смоле или друге супстанце опасне по људско здравље. Поред тога, примена к спречава стварање колонија микроорганизама. Наведена својства омогућавају употребу цевовода за снабдевање пијаћом водом иу прехрамбеној индустрији.
Недостатак епоксидне технологије је њена ниска ударна чврстоћа. Због тога цеви са једнослојном изолацијом захтевају посебну пажњу приликом уградње и транспорта.

Карактеристике ЦПИ премаза
Цементно-пешчана изолација у почетку пружа отпорност на механичка оштећења и ударце. Хемијска заштита се активира први пут када транспортована супстанца прође аутопутем. Проток течности утиче на ЦПИ. Најмања зрна изолације се притискају и шире по површини челика, испуњавајући поре на зидовима цевовода. Процес је праћен стварањем калцијум хидроксида, који потпуно потискује корозију.
Дебљина изолационог слоја је 4-16 мм по дужини цеви и од 3 мм на шавовима. Чврстоћа на притисак ЦПИ премаза није нижа од 445 МПа. Једини извори разарања метала су старење и механичка оштећења.
Закључак
Унутрашња антикорозивна изолација челичних цеви се изводи цементно-пешчаном композицијом, полимерним или бојама на бази епоксидних смола. Поступак обезбеђује висок квалитет транспортованих супстанци на месту испоруке.Повећава се век трајања аутопута и смањују трошкови одржавања.
Нанети премази спречавају стварање минералних, биолошких и парафинских наслага. Ово проширује обим употребе цевовода и штеди потрошњу енергије.
Колико мислите да је ефикасна употреба епоксидних једињења за унутрашњу изолацију цеви? Напишите у коментарима. Поделите чланак на друштвеним мрежама и сачувајте га у обележивачима.
Епоксидна изолација на унутрашњој површини цеви у видеу.



