Како се савијају металне цеви: технолошки детаљи рада
Цеви савијене под углом нашле су примену у нафтној и хемијској индустрији, машинству и инжењерству апарата.Ни један архитектонски или грађевински пројекат не може без њих.
За окретање се могу користити све врсте окова, али тада може доћи до цурења, а понекад је то једноставно неприхватљиво из естетских разлога. Атрактивнији изглед и висока поузданост обезбеђују се савијањем цеви - процесом који не нарушава њихов интегритет.
Рећи ћемо вам како најбоље савијати металну цев користећи хладну и врућу технологију. Чланак који смо представили описује специфичности савијања цеви од различитих материјала. Дате су карактеристике рада са профилним и конвенционалним округлим цевима.
Садржај чланка:
Карактеристике процеса савијања
Сваки метал има своје карактеристике, без њиховог узимања у обзир, немогуће је дати ваљаном металу сложен облик. Савијена цев је подложна радијалним и тангенцијалним силама.
Први деформишу пресек, а други доприносе појављивању набора. Главни захтев за коначни резултат је да попречни пресек цеви остане непромењен, а на зидовима не би требало бити набора. Савијање вам омогућава да минимизирате број завара приликом полагања цевовода са свим врстама кривина.
Методе савијања цеви
На основу потребног угла савијања, материјала и пречника цеви, савијање се може обавити ручно или помоћу посебне опреме. Постоје и топло и хладно савијање, са и без пуњења шупљине цеви.

Након што је оптерећење уклоњено, јавља се феномен који се зове опругање, које је директно пропорционално модулу еластичности материјала. Количина могуће деформације зависи и од примењеног метода савијања и геометрије објекта.
Специфичности топле технологије
Овај метод се бира када је потребно савијати цев пречника 10 цм или више.Цеви се деформишу вруће, како ручно, тако и помоћу механизама. Постоји таква ствар као што је минимални радијус савијања.
Дужина зоне цеви коју треба загрејати одређује се на основу пречника цеви и угла савијања. У овом случају, заокруживање не може бити мање од пречника цеви помноженог са 3.
Пронађите дужину загрејаног дела користећи формулу:
Л = α к д / 15
У формули: Л је потребна дужина у мм, α је угао савијања у степенима, д је спољни пречник цеви у мм, 15 је коефицијент. Рецимо да је цев пречника 200 мм потребно савијати под углом од 60⁰, тада је Л = 60 к 200/15 = 800 мм, тј. 4 пречника.

Да бисте савијали цев, мора се загрејати на 900⁰. Оптимална температура за почетак савијања је 760⁰, а на крају - 720⁰Ц. Када се спали, карактеристике чврстоће материјала се погоршавају.
Процес топлог савијања укључује неколико операција:
- израда шаблона;
- паковање песка;
- обележавање локације;
- топлота;
- савијање.
Да би се спречило деформисање попречног пресека цеви и стварање слатких мрља на њеном унутрашњем делу на кривини, унутрашњи простор је испуњен кварцним песком.
Песак се прво суши и калцинише да би се уклониле органске нечистоће на температури од 150 до 500⁰, а затим пропушта кроз фино сито величине ћелије 3,3 к 3,3 мм. Пре него што почнете да пуните цев, морате да зачепите један њен крај.
Као утикачи се користе дрвени или метални чепови са отвором за излазак гасова. Ситан и влажан песак се не може користити, јер... први се синтерује под термичким утицајем и чврсто пријања уз зидове цеви.
Други, као резултат формирања паре, доприноси развоју високог унутрашњег притиска, што може проузроковати да утикач излети. Присуство камења у паковању је неприхватљиво, може се пробити кроз зид цеви.
Процес пуњења цеви је веома радно интензиван, па се транспортује до торња и даје јој благо нагнут или вертикални положај. Пошто квалитет савијања директно зависи од збијености паковања, цев се непрекидно урезује током целог процеса. Туп звук указује да је радни предмет добро испуњен.
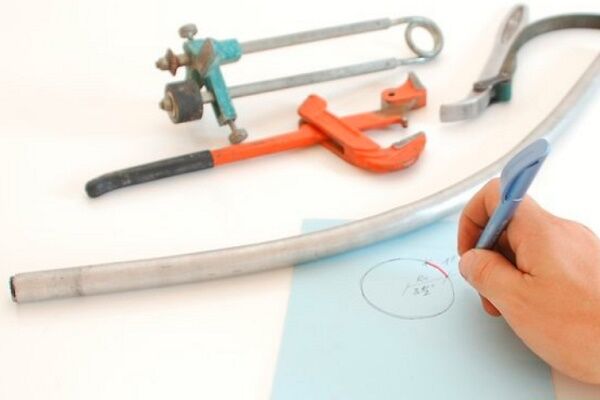
Пре него што пређете директно на главну операцију, подручја будућих кривина се цртају на цеви испуњеној песком, причвршћујући шаблон. Цеви се загревају у пећима или пећима. Савијте и ручно и механизовано.
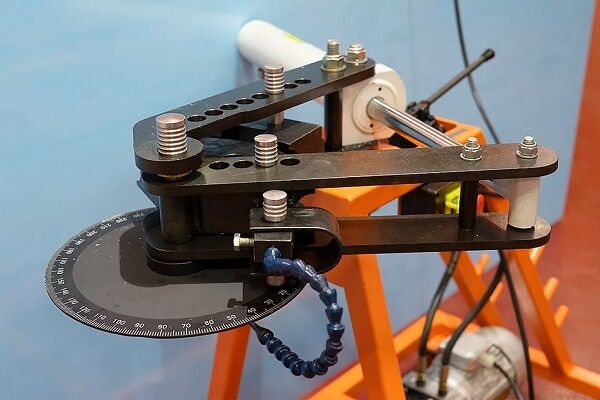
У последњем случају користе се специјалне плоче, опремљене потисним стубовима, уз помоћ којих се фиксира загрејани део цеви и стезаљкама које служе за држање краја цеви на плочи.На супротни крај цеви се ставља кабл, чија затегнутост уз помоћ витла или колена доводи до савијања цеви.
Да би се спречило деформисање зидова цеви, заптивке - праве или закривљене - постављају се у простор постоља цеви. Слободни крај са каблом причвршћеним за њега је причвршћен помоћу постоља. Током процеса, геометрија цеви се прати периодичним применом шаблона на њу.
Након савијања цеви под жељеним углом, чепови се уклањају са ње спаљивањем или једноставно избијањем. Песак се излије, цев се очисти и опере. Извршите завршну проверу савијања користећи шаблон.
Хладно савијање
За промену конфигурације цеви малих пречника користе се различити ручни уређаји; за велике пречнике користе се механизовани савијачи цеви. Код куће је најчешће потребно савијање цеви за воду и гас. челичне цевикористи се у изградњи система за водоснабдевање и грејање.
Савијање цеви на 90⁰ назива се кривина, 180⁰ је ролна, са формирањем ивице је потка, а у облику петље је заграда.

Постоје и други уређаји за ручно савијање. Код куће, да би се направио калем за загревање воде, цев од нерђајућег челика пречника око 20 мм једноставно се намотава на комад цеви великог пречника. Прво, носач је заварен на велику цев, постављен на носаче и стегнут.
Цев је чврсто напуњена песком и затворена чеповима, затим се убацује у носач и почиње намотавање. Цев која се користи као шаблон треба да се увије, тако да ће бити потребни напори најмање две особе. По завршетку намотавања, калем се изравнава.

Савијање цеви од нерђајућег челика или другог материјала код куће може се обавити помоћу најједноставнијег уређаја. Препоручљиво је користити га за мале количине посла.
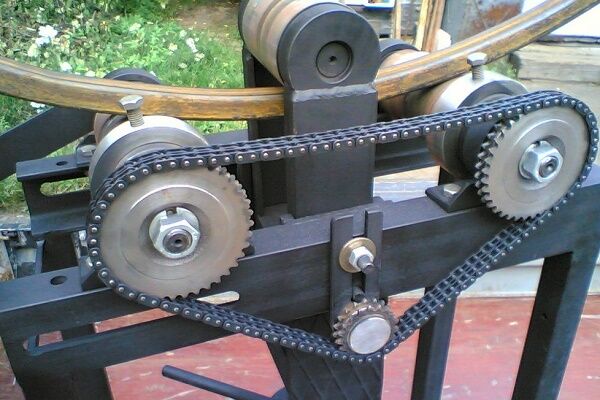
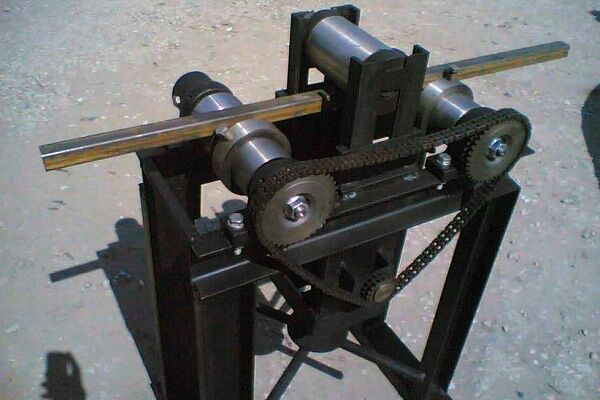
Можете направити једноставну механичку машину за савијање цеви сопственим рукама, посебно ако имате вештине заваривања и упознати сте са машином за заваривање:
За производњу примитивних уређај за савијање цеви Потребна вам је бетонска плоча, металне игле и чекић бушилица. Плоча је подељена на ћелије 40 к 40 или 50 к 50 мм. Користећи бушилицу, рупе се буше у угловима ћелија и у њих се убацују игле.
Цевасти производ се убацује између игле и, применом силе, савија се. Тачност са овом методом савијања није идеална, али је сасвим довољна за коришћење радног предмета код куће. За савијање са већом прецизношћу можете користити уређај направљен на бази дизалице.

Да би се спречило деформисање унутрашњег лумена цеви, користе се средства за сузбијање овог процеса изнутра. Песак се најчешће користи као унутрашњи лимитери. У овом случају, чеп се убацује у један крај цеви, песак се сипа кроз други, а затим се запушава чепом. Затим се врши савијање.
Понекад је лимитер опруга специјално направљена за ову сврху. За намотавање се користи жица пречника од 1 до 4 мм. Опруга треба слободно да стане у цев на месту савијања; део жице је остављен споља.
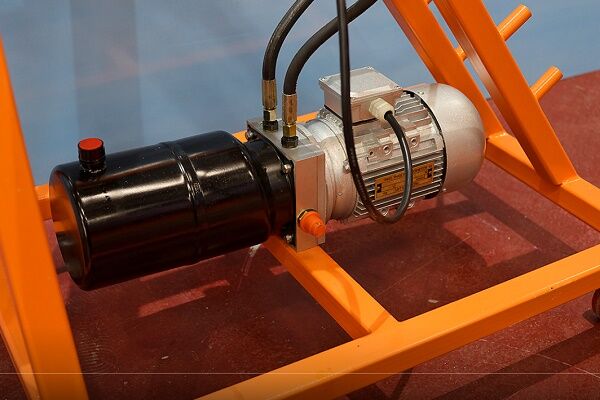
Хидраулички систем ручних алата, преносних и стационарних машина значајно олакшава процес савијања и убрзава процес деформације цеви:
Након што је савијање завршено, опруга се уклања повлачењем жице. Када се ради са цеви квадратног пресека, жица истог пресека се бира да направи опругу.
За ову сврху је погодан и сноп жице који се састоји од одвојених сегмената, који се један по један гурају унутра до тачке будућег савијања. Након што је операција завршена, сегменти се такође уклањају један по један. Можете ручно савијати нерђајућу цев са попречним пресеком до 4 цм и дебљином зида од 0,3 цм.

За рад са великим пречницима потребна је професионална опрема. Постоје машине за савијање цеви опремљене трном. Овај структурни елемент је обична метална шипка.

Пре почетка процеса савијања, поставља се унутра како би се спречила деформација зидова цеви. Трнови укључени у комплет имају различите пресеке, тако да можете изабрати онај који вам је потребан за одређени пречник производа цеви.
Промена конфигурације цеви од обојених метала
Обојени метали имају веома корисну особину - високу дуктилност. Међутим, они нису довољно јаки. Током процеса савијања, као резултат примене сила компресије и затезања, цев се може срушити или пукнути. Да се то не догоди, морате стриктно пратити технологију.
Како савијати бакарне и месингане цеви?
За савијање бакарних и месинганих цеви користе се и топле и хладне методе. Приликом избора првог, као унутрашње пунило се бира песак, а као друго пунило се користи растопљени колофониј. Технологија савијања је иста као и за челичне цеви.
Цевасти производи од бакра и месинга подлежу жарењу и накнадном хлађењу пре хладног савијања. Температурни опсег за оба материјала је исти - од 600 до 700⁰С. Разлика је у медијуму за хлађење - бакар се ставља у воду, а месинг се хлади на ваздуху.
Када се процес заврши, колофониј се уклања топљењем. Да би се спречило пуцање цеви, процес никада не треба започети од средине цеви, већ само са крајева. Као уређаји за савијање користе се и једноставни алати и сложена машинска опрема.
Ручни савијачи цеви раде захваљујући физичким напорима човека, док хидраулични ове напоре своде на минимум. Обе су опремљене заменљивим млазницама које вам омогућавају да изаберете жељени пречник.

Много је лакше радити са бакарним и месинганим цевима него са челичним, али деформација метала током савијања се дешава по истим законима физике. У делу савијања, спољашња површина доживљава напетост, због чега зидови постају тањи.
Унутар цеви се јављају обрнути процеси - зид се скупља и постаје дебљи. Постоји опасност да се округли пресек претвори у овални и смањи називни пречник, тако да не треба започети савијање без предузимања мера за спречавање ових појава.
Савијање алуминијумских цеви
Основне методе савијање алуминијумских цеви исто што и месинг или бакар:
- гурање између ваљака;
- ваљање;
- роллбацк;
- притисак.
Пре него што донесете одлуку о томе како и на који начин савијати алуминијумске цеви, потребно је да се упознате са сваком од њих. Први метод се користи за танкозидне цеви са максималним пречником од 10 цм, када је потребно добити нежно савијање са ниским захтевима за тачност. Минимални радијус је овде строго регулисан. Његова величина је 5-6 пречника цеви.
Закривљеност пресека је одређена положајем отклонског ваљка. Најчешће се на овај начин израђују декоративни елементи ентеријера. Други метод је савијање материјала за цеви великог пречника, за шта се користе савијачи цеви са 3 ваљка.Цев се повлачи између погонских ваљака, чија оријентација одређује радијус савијања.

Тачност ове методе је чак нижа од претходне, али се део може поново савијати и процес понављати док се не постигне жељена геометрија.
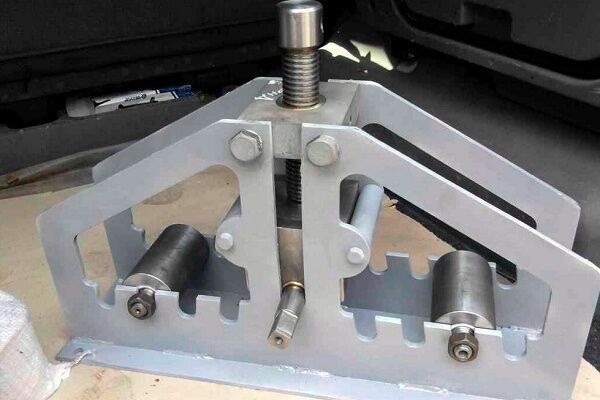
Савијање алуминијумских цеви танког зида може се обавити ручно уз одговарајућу припрему:
Метода ваљања не предвиђа присуство унутрашњег пунила, тако да се не користи за добијање малих радијуса.Приликом избора ове методе неће бити могуће испунити строге захтеве у погледу овалности пресека на кривини.
Да би се алуминијумска цев деформисала притиском, користе се пресе са печатима постављеним на њима са матрицом жељеног облика. Задата геометрија се добија као резултат утицаја притиска који се врши споља.
У неким случајевима, притисак може бити унутрашњи, када се цев стави у калуп и течност се доводи унутра под притиском довољним да је притисне на зидове.
Дуралуминске цеви није лако савијати, јер... Овај материјал је прилично тврд и еластичан. Да би се олакшао процес, они се испаљују непосредно пре савијања на температури од 350 до 400⁰Ц, а затим чекају да се цеви природно охладе на ваздуху.
Методе савијања цеви великог пречника
Релативно недавно појавиле методе су савијање цеви индустријским и високофреквентним струјама и савијање са затезањем. У првом случају користи се високофреквентна инсталација високих перформанси, у којој се цев пречника 95 - 300 мм загрева, савија и хлади.
Састоји се из два дела - механичког у виду машине за савијање и електричног, који укључује електрични део и високофреквентну инсталацију.
Цев се деформише само у загрејаном подручју које се налази у зони индуктора. Геометрија се мења на задату величину под утицајем скретног ваљка. Користећи ову методу, можете добити кривину са малим радијусом закривљености.
Савијање другом методом врши се на машинама за савијање и истезање, које укључују ротациони сто. Цев је подложна великим силама затезања и савијања. Тако се добијају стрмо закривљене кривине са константном дебљином зида по целом обиму.
Метода се користи за савијање цеви великог пречника који се користе у ваздухопловној, аутомобилској и бродоградњи, где се пред цевовод постављају високи захтеви. Предност је могућност савијања цеви са зидом од 2 - 4 мм за 180⁰.
Карактеристике савијања профила
Производи од профилних цеви имају више естетски изглед од својих округлих колега, због чега се често налазе у структурама домаћинства. При савијању на њега изнутра делује сила притиска, а споља сила затезања. Требало би пажљиво да изаберете метод савијања пре него што започнете ову операцију.
Асортиман профила укључује цеви са попречним пресеком у облику квадрата, овалног или правоугаоника.
Постоји неколико нијанси и не треба их заборавити када радите флексибилне профилне цеви код куће без посебне опреме:
- Оптимална дужина дела савијања за валовите цеви са танким зидовима и попречним пресеком до 2 цм је висина цеви помножена са 2,5.
- За цеви са дебелим зидовима, дужина зоне савијања се одређује множењем попречног пресека са три. У супротном, не може се избећи пуцање материјала споља или деформација изнутра.
- Минимална вредност полупречника кривине је пресек савијања помножен са 2,5.
Без узимања у обзир ових захтева, не можете се ни надати добром резултату. Методе савијања се не разликују од оних које се користе при раду са производима округлог пресека. Поред тога, можете користити метод ручног савијања са попречним резовима, који су направљени на три стране цеви.
Дужина резова и њихов број одређују се прорачунима. Рецимо да постоји цев 40 к 90 мм. Потребно је да извршите пун обрт, тј. савијте се дуж зида 40 мм под углом од 180⁰ са радијусом од 150 мм. Прво израчунајте дужину полукруга на основу спољашњег радијуса:
Л = (2π р: 2 = 2к 3,14 к 190) : 2 = 596,6 мм
За унутрашњи радијус, прорачуни су исти:
Лин. = (2 к 3,14 к 150): 2 = 471 мм.
Збир дужина сечења на унутрашњем полупречнику одређује се по формули: Лоут = Л – Лин = 596,6 – 471 = 126 мм.
Они који то желе сами да ураде ручни савијач цеви или машина за савијање профилних цеви Својим рукама, у чланцима које нудимо наћи ћете пуно корисних информација, дијаграма и корисних препорука.
Ако узмемо у обзир да брусилица може направити рез ширине 5 мм, онда на равни савијања дужине 126 мм добићете 25 прореза, након чега се цев савија док се ивице изреза не додирну. Прорези су заварени и шавови су очишћени.

Постоји још један начин на који се профилне и округле цеви савијају, али се може користити само зими. Да бисте то урадили, уметните чепове у крајеве цеви, сипајте воду унутра и сачекајте док се не стврдне. Цев се савија, контролише процес помоћу шаблона, затим се утикачи уклањају и течност се уклања.
Корисно: Како направити сјеницу од профилне цијеви својим рукама.
Закључци и користан видео на тему
Видео #1. Како савијати цев користећи импровизована средства, научићете из овог видеа:
Видео #2. Како савити цев било ког попречног пресека у круг:
Видео #3. Домаћи савијач цеви је неопходна ствар у домаћинству:
Приликом поправке или изградње куће, често се јавља потреба за савијањем цеви - округле или профилне. Ако је запремина мала, можете то учинити сами. Масовно савијање цевних производа могуће је само са посебном опремом.
Реците нам како сте савијали металну цев за изградњу стакленика или друге сврхе. Поделите са посетиоцима сајта само вама познате технолошке нијансе. Молимо пишите коментаре у блок испод, поставите фотографије у вези са темом чланка и постављајте питања.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Одличан чланак :)