Како заварити вертикалне и хоризонталне шавове помоћу електричног заваривања: упутства корак по корак
Електрично заваривање је технологија за комбиновање структуре метала загревањем и топљењем електричним луком.Постало је широко распрострањено у различитим сферама националне економије, укључујући и приватни сектор.
У ствари, овај метод се може користити за заваривање било ког метала заједно, узимајући у обзир температуру електричног лука (7000-8000 степени). Али пре него што се окренете овој технологији, мораћете да научите како да заварите вертикални шав помоћу електричног заваривања и разумете технику добијања хоризонталног шава.
Садржај чланка:
Завари: опште дефиниције
Технологија заваривања метала уско је повезана са појмом завареног споја. Ово се формира током процеса очвршћавања метала истопљеног електролучним заваривањем.
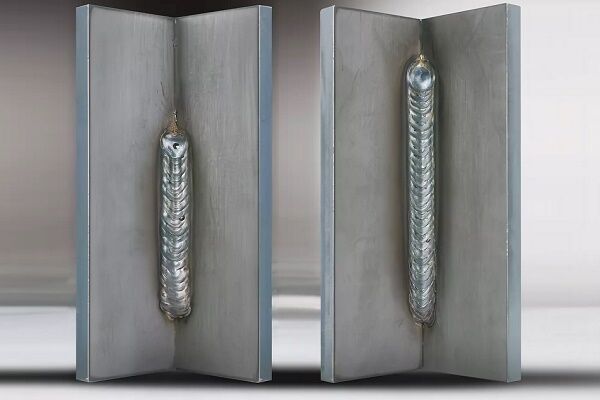
У зависности од локације заваривања, шав се може поставити хоризонтално или вертикално. Поред тога, просторна локација шава може бити доња, бочна или горња.

Најједноставнији и најлакши за извођење сматра се полагање заварених спојева у равни доњег хоризонта. У таквим условима, растопљени метал је прилично лако контролисати.

Преостале опције за локацију шавова у простору (бочне и горње) препознате су као технолошки тешке за имплементацију, које захтевају проучавање техника заваривања и развој релевантног искуства.
Како заварити вертикални шав?
Тешкоћа контроле заваривања при стварању вертикалног шава је због уобичајеног физичког феномена - гравитације. Ово утиче на масу растопљеног метала, која, у течном облику, јури надоле.
Овде, радње професионалног заваривача су да спречи да растопљена маса оде са места заваривања. Стабилно запаљени електрични лук, који се држи на минималној дозвољеној удаљености од краја електроде до завареног базена, помоћи ће да се постигне овај резултат.
Техника одоздо према горе
Вертикални спој се обично заварује померањем електроде у правцу од дна ка врху. Ова рута обезбеђује стабилнију контролу, а електрични лук самоуверено држи купку расталине, спречавајући ширење. Преласком одоздо према горе могуће је формирати најквалитетнији вертикални шав.

Наравно, пре почетка заваривања вертикалног шава, границе споја треба припремити и обрадити у складу са техничким захтевима. Апарат за заваривање треба прилагодити условима заваривања (подесите струју, изаберите електроду).
У почетку се дуж линије споја прави неколико тачака - заваривање кратким шавом (1 - 2 цм).Сврха таквих радњи је да се спречи померање делова који се заварују током процеса загревања услед температурне деформације.

Приликом вертикалног заваривања споја, угао држања електроде у односу на раван на којој ће лежати шав одржава се унутар 45-90º.
Упутства заваривача утврђују следеће радње:
- Контакт електроде са металом запаљује лук.
- „Купови“ се праве на 3-4 тачке дуж линије споја од његове средине до ивица.
- Заваривање почиње на најнижој тачки линије споја.
- Ход електроде је усмерен нагоре, заварени базен се држи у радном подручју.
Електроду треба напредовати умереном брзином. Главни критеријум брзине је формирање оптималне количине растопа у завареном базену.
Истовремено са вертикалним ходом електроде, дозвољени су попречни цик-цак покрети у облику „полмесеца“, „рибља кост“ или другог „шаблона“. Али техника попречног потеза изгледа релевантна само на металима са дебљином зида већом од 4 мм.
Препоручује се заваривање метала вертикалним шавом у једном пролазу без заустављања. За завариваче почетнике ово изгледа тешко. Међутим, искуство се брзо стиче.
Техника одозго према доле
Стекавши искуство, заваривачи могу лако поставити вертикални шав померањем електроде од врха до дна. Који је трик у извођењу такве операције?
Једноставно је: при паљењу електричног лука, електрода се поставља у односу на радну раван под углом од 90º.Чим метал на месту формирања лука почне да се топи, угао уградње електроде се мења за 15-20º, лагано спуштајући држач.

Ожичење електроде дуж линије споја метала са дебелим зидовима такође се изводи попречним цик-цаковима "тестерастог" или "правоугаоног" облика. Неки заваривачи користе технику дистрибуције талине у облику таласа.
У међувремену, метод формирања вертикалног шава од врха до дна је праћен великим потешкоћама за заваривача. Међутим, према мишљењу многих стручњака, заваривање у овом облику даје најбољи резултат у погледу индикатора квалитета.
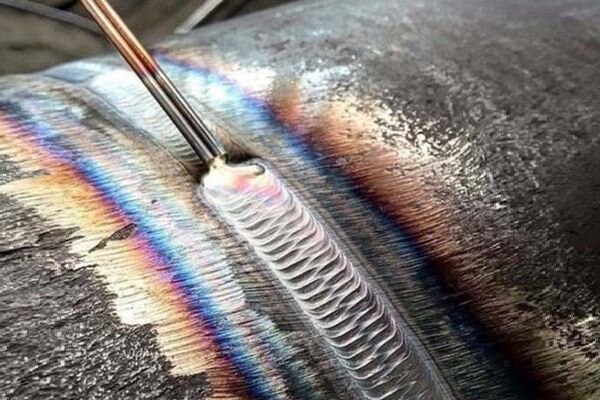
Технологија заваривања хоризонталног шава
Специфичности заваривања хоризонталног шава су скоро исте као код вертикалног. Техничке нијансе - опет, манипулација угловима уградње електроде.
Смер кретања током процеса заваривања делова на споју може се изабрати од његове крајње леве тачке до крајње десне тачке или обрнуто. Конкретан избор правца одређује заваривач, на основу степена личне погодности.

Али како правилно заварити хоризонтални шав помоћу електричног заваривања како би се спречило да талина исцури из колотечине услед дејства силе гравитације?
Овде заваривач треба да изабере позицију за електроду у којој би сила електричног лука била еквивалентна сили гравитације металних капи.Можда ће бити потребно подесити јачину струје и експериментално одабрати оптималну брзину кретања електроде.
Обично се хоризонтално заваривање шавова изводи непрекидно до потпуног завршетка. Међутим, ако не можете да држите топљење (базен за заваривање) под контролом, можете покушати да промените технику - пређите на удар са периодичним гашењем лука.
Све ове суптилности се развијају са доласком искуства у обављању заваривачких радова. Стога, не очајавајте ако ништа не успије у вашим првим покушајима.

Формирање хоризонталног шава потребне ширине и дубине продирања се по правилу постиже пажљивим попречним померањем горућег краја електроде од ивице једног спојеног дела до ивице другог.
Приликом заваривања метала дебљине до 4 мм, користе се различите опције за "шаблон" попречног хода електроде. Не постоје посебне препоруке у вези са тим. Главна ствар је да добијете потребну ширину шава и дубину продирања.
Електрични лук: контрола оптималне дужине
Величина размака између врућег краја електроде и металне равни, довољна за формирање електричног пражњења, назива се дужина лука. Један од главних стубова инструкција заваривача је контрола оптималне дужине лука.
Теоретски, у режиму заваривања, могу се добити три лучне празнине:
- кратак (1 – 1,5 мм);
- дугачак (3,5 – 6 мм);
- нормално (2 – 3 мм).
Режим сагоревања кратког лука карактерише недовољно загревање метала по његовој ширини.У таквим случајевима, дуж ивица шава постоји такозвано „подрезивање“ - мала удубљења. Присуство таквог дефекта указује на низак квалитет завара.

Режим заваривања дугог лука обично је праћен периодичним гашењем. Овде постоји благо загревање метала у дубини. Такође не треба говорити о добром квалитету шавова.
Дакле, једина преостала опција на коју се почетник заваривач треба фокусирати је нормална дужина лука, која не би требало да буде већа од Лд = 0,5-1,1 * Де (Лд - дужина лука; Де - пречник електроде).
Контрола положаја електроде
Процес заваривања се може извести у положају електрода угао напред, угао уназад, прави угао. Користећи било коју од ове три технолошке методе, заваривач је у стању да креира шавове у различитим условима производње.

Тако се метода „предњег угла“ традиционално користи за спајање елемената хоризонталним и вертикалним шавовима у условима горње локације делова у простору (заваривање плафона). Иста техника се успешно користи за заваривање фиксних цевних спојева или при изради кућне израде пећи на плинске боце.
Држећи електроду стриктно под правим углом (90º), заваривач обезбеђује да се рад обавља на тешко доступним местима. Коначно, техника „задњег угла“ омогућава висококвалитетне радове заваривања на угаоним спојевима.
Приликом постављања електроде под углом напред, обично раде са металима танких зидова. У овом положају електроде добија се широк шав мале дубине. На металима са дебелим зидовима, напротив, покушавају да користе технику „угао уназад“, обезбеђујући да се метал загреје на довољну дубину.
Параметри струје и кретање електрода
Вредност струје и брзина кретања електроде су значајни фактори који утичу на квалитет шава. Заваривање са високим струјама праћено је загревањем метала до велике дубине, што вам омогућава да повећате брзину кретања електроде. Под условом да постоји оптималан однос струје и брзине кретања електроде, добија се равномеран, квалитетан шав.
Табела кореспонденције за струју, електроду, дебљину метала
| Снага струје, А | Пречник електроде, мм | Дебљина метала, мм |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Приликом померања електроде одређеном брзином треба узети у обзир величину снаге лука. Претерано брзо напајање електроде при малој снази неће моћи да обезбеди довољну температуру грејања.
Као резултат, неће бити могуће заварити метал до потребне дубине. Шав ће једноставно "лежати" на површини, једва "хватајући" границе ивица.

Напротив, у условима претерано спорог напредовања електроде, створиће се атмосфера прегревања, што угрожава деформацију метала на линији заваривања. Ако метални елементи имају танку структуру, моћан лук ће једноставно прогорети кроз метал.
Можете успешно да вежбате као заваривач почетник и да усавршите своје вештине прављења шавова производња пећи за испитивање, чија је основа тела метална цев.Препоручујемо да прочитате корисне информације.
Упутства за заваривача почетника
Радови на заваривању се могу изводити само ако се користи одговарајућа опрема.
Стандардни комплет садржи:
- Јакна, панталоне, рукавице, ципеле од ватросталних, издржљивих, јаких материјала.
- Покривало за главу које у потпуности покрива потиљак.
- Посебна заштитна маска за лице и очи.
Да бисте извршили заваривање, требало би да користите радни уређај, чији је електрични део затворен поузданим кућиштем. Електрични каблови укључени у уређај морају имати потпуну изолацију и бити у складу са електричним карактеристикама уређаја.
Место заваривача мора бити опремљено радним столом, изворима светлости, аутобусом за уземљење, средствима заштите од струјног удара и опремом за гашење пожара.
И пре него што почнете да радите, морате пажљиво проучити правила електричног заваривања, размотрити и проучити методе и опције за успостављање веза.
Закључци и користан видео на тему
Позивамо вас да погледате видео радионицу заваривања: како заварити хоризонталне и вертикалне шавове:
Није неопходно бити квалификован заваривач, али је пожељно познавање техника заваривања. Захваљујући постојећим вештинама заваривања, особа има више могућности за имплементацију различитих пројеката у домаћинству.
Ако желите, увек можете проучити технологију, а практично искуство ће вам помоћи да савладате технику извођења радова на високом нивоу.
Да ли бисте желели да причате о сопственом искуству у изради завара? Да ли знате суптилности процеса које нису наведене у чланку? Молимо напишите коментаре у блок испод.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}